
Quality control
During the manufacture of the different components, or the assembly of any product (CPP or gearbox), various types of control, adjustments and checks are made, so as to comply with the quality assurance system in use, and the client’s requirements.
To do so, different tools/devices for control are put to use during the various phases of the assembly or production process.
MMI: Facilities and Activity
The role of the quality control department, which is crucial in our eyes, resides in the following:
- Make sure that all control instruments will be available whenever a part is being made, or a product is being assembled
- Check the data sheet of the product or the manufacturing order
- Supply workers with auto-control forms
- Provide technical support on shopfloor level
- Control, check, and edit quality control documents
- Compile survey files for the various organisations involved (BV, ABS, GL, etc.)

HEAT TREATMENT CONTROL
- For each heat treatment operation, a manufacturing control part is installed to verify the success of the operation and validate the heat treatment procedure.
- The surface hardening of steel by chemical diffusion of carbon in the surface layer of a component requires precise control of temperature, furnace pressure and treatment time.
- In order to ensure the reliability of the performance of the heat treatment equipment, all the data for each heat treatment step (furnace temperature, carbon potential, oil temperature, quenching chamber temperature, etc.) are recorded, stored and easily usable by means of a data acquisition system allowing precise and efficient traceability and quality control of our operations.

Hardness Testers
These devices are used to check the effect of some previous heat treatment (carried out either within the Masson-Marine factory, or by selected sub-contractors) on a part, either directly on that part, or through indirect measurement of a test specimen.
-

Rockwell HRC tester (brand: REICHERTER, type: BRIRO E)
This machine is used to test the surface hardness of a test specimen after carburizing, for instance.
-

Brinell hardness tester HB (brand: MAB, 3 tons)
It allows us to determine the Brinell hardness of out-sourced parts, to make sure they fully comply with the specifications. It is also used for checks after “tempering” (a heat treatment following the quenching operation). This measurement is made directly on the raw material or the rough-cut parts
-

Vickers hardness tester HV (brand: ZWICK, type: 3212)
Used to test various surface treatment operations (e.g. carburization or nitriding). HV testing is performed on a prepared and clean specimen; it allows to check the depth of the surface treatment applied.
-
“Portable” Rockwell HRC tester (brand: EMCOTEST, type: N7N 000)
Used on rough-cut or fully machined gears (after surface treatment) in order to determine the surface hardness.
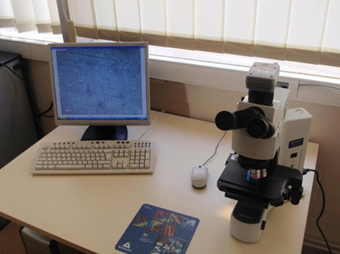
Metallographic analysis
Our metallographic laboratory is used for the preparation of test specimens for HV testing (e.g. to determine the depth of the carburized layer).
A microscope is also available for structural observation (grain size, contamination, homogeneity, etc.) of the steel before or after treatment, or for the analysis of broken parts from manufacturing or after-sales service.
-
Cutting machine (brand: BUEHLER)
-

Polishing grinder (BUEHLER)
-
Microscope (OLYMPUS) with image processing and measuring software (BUEHLER)
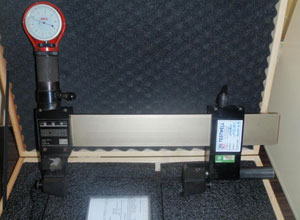
Metrology
All control/inspection tools (vernier caliper, depth gauge, micrometer, roughness tester, etc.) are available to the operators and QC personnel in order to respond to all production and assembly requirements.
QC/metrology department also use a co-ordinate measuring machine (brand: C.E.JOHANSSON) designed to check geometric tolerances or complex components difficult to measure with standard tools.


A specific recorder (type: PARKER) is also used, and available to the operators, for the adjustment and/or observation of pressures (clutch, lubrication, draw-up pressures), flow rates, temperatures, etc.
Various sensors with different ranges furthermore allow us to visualise the desired parameters in real time, and thus to validate, or not, a product.
Quick Menu
New Offers & New
Products
-
New Brochure 2024
 Download!
Download! -
Partnership : Become one of our agents!
 Let’s work together to reinforce and develop an effective network. Sign Up Now!
Let’s work together to reinforce and develop an effective network. Sign Up Now! -
Interactive Map : Our network at your service!
 Need new equipment or spare parts? Our interactive map is now on line. Find all of our agents with one click only!
Need new equipment or spare parts? Our interactive map is now on line. Find all of our agents with one click only! -
New Aluminium Gearbox 2024
 We are currently finalizing our new aluminium gearbox : ALW550 with ratio 1.326 to 3.000 designed for high rpm engines and light ships. Ask us for more details.
We are currently finalizing our new aluminium gearbox : ALW550 with ratio 1.326 to 3.000 designed for high rpm engines and light ships. Ask us for more details.





